3.
Electron microscope analysis
After the cross-section of the sample was polished, it was scanned by a QUANTA400 electron microscope. Only Si, Mn, and O elements were found on the metal substrate at the extension of the micro-cracks around the warped skin interlayer, and no continuous casting mold slag components such as Ca, Mg, and Na were found (Figure 3). The main component of the warped skin interlayer is the oxide of iron, which is ferrous oxide (Figure 4). Electron microscope analysis did not find abnormal components such as mold slags, and the outer skin of the
seamless steel pipe caused by slag inclusions on the surface of the tube blank is ruled out.
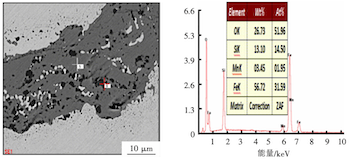
Figure 3
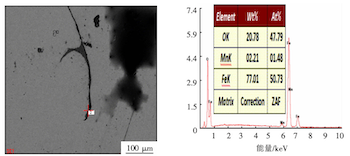
Figure 4
4.
Metallographic analysis
After the sample is corroded in 4% nitric acid alcohol solution, a metallographic microscope is used to analyze the structure, decarburized layer and inclusions at the peeled area. The matrix structure of the steel pipe is pearlite plus ferrite, and the outer layer of the metal matrix structure has finer grains. The main reasons are as follows:
1. In the perforation and rolling process of the tube blank, the metal deformation gradually penetrates from the surface layer to the metal in the inner layer. The outer metal of the steel pipe in direct contact with the roll has a greater degree of deformation, and the crystal coarse crushing is more complete.
2. The outer metal of the steel pipe cools faster, and the grain recovery and recrystallization time is shorter (Figure 5 and Figure 6).

Figure 5 The metal matrix structure of the outer layer of steel pipe warping

Figure 6 Metal matrix structure of the inner layer of steel pipe warping
There is serious decarburization on both sides of the interlayer. Figure 7 shows the decarburization near the root of the warped skin interlayer. After testing, the maximum decarburization depth is 0.5 mm, and the thickness of the decarburization layer in the outer layer of the sample is less than that of the inner layer. The serious decarburization of the metal on both sides of the interlayer indicates that there are original cracks on the surface of the tube billet. As for the thickness of the decarburized layer on the outer layer of the warped skin is smaller than that on the inner layer, it is because the surface metal at the crack of the steel pipe undergoes greater compression and expansion than the inner metal in the process of piercing and rolling. Therefore, the decarburized layer of the metal has a thinner warped outer layer. It can also be seen from Figure 7 that there is no carbon-rich area in the metal near the interlayer, which further excludes the case that the slag inclusion on the surface of the tube blank causes the outer skin of the steel tube to warp.

Figure 7 Decarburization on both sides of the warped interlayer of 100μm
Observe the root of the warped bark by a microscope with a magnification of 500 times. There are many small black spots on the matrix ferrite structure at the edge of the interlayer, which is the product of the matrix ferrite structure being oxidized, but no grain boundary was found to be oxidized due to overburning. In this way, the situation that the outer skin of the steel pipe is warped due to overburning can be ruled out (Figure 8).

Figure 8 Oxidative decarburization at the root of warped skin
The inclusion analysis of the steel pipe sample shows that the four types of inclusions in the matrix A, B, C, and D are all grade 0, indicating that the cleanliness of the steel is good; there are few large inclusions, and it is not easy to cause overburning when the tube blank is heated.
5.
Preventive measures for warping of steel pipes
In view of the warping of the steel pipe caused by the poor surface quality of the pipe, the following preventive measures should be taken:
1) In the continuous casting production process of tube blanks, when the equipment operation or process operation fluctuates abnormally, defects may occur for the tubes produced during the fluctuation period. These tube blanks are called abnormal tube blanks, which should be isolated. Pickling treatment is carried out for abnormal pipe damage to remove surface oxide scales. Inspect the surface of the abnormal tube billet; grind and clean the found surface cracks or slag inclusions. The depth and size of the cleaning should comply with provisions 1 of YB/T 4149-2006 "Continuous Casting Round Tube Billets".
6.
Conclusion
1) According to the different sizes and irregular distribution of the outer skin of the steel pipe, the situation that the outer skin is formed by mechanical scratches in the production process of the steel pipe is excluded.
2) Through electron microscope analysis, no Ca, Mg, Na and other continuous casting mold slag components were found on the metal substrate at the extension of the micro-cracks around the warped skin interlayer, and no carbon-rich metal substrate near the warped skin interlayer was found by the microscope. Because of this, the situation that the slag inclusion on the surface of the tube blank causes the outer skin of the steel tube to be warped can be ruled out.
(3) Through metallographic analysis, no grain boundary was found to be oxidized due to over-burning, and the cleanliness of the damaged steel tube was relatively good; improper heating of the tube billet could be ruled out.
(4) Through metallographic analysis, there is serious decarburization on both sides of the warped skin interlayer, and the decarburization extends to the internal metal at the root of the warped skin interlayer; the ferrite structure of the internal metal matrix is oxidized. These analysis results are consistent with the formation mechanism and characteristics of the warping of the steel pipe caused by cracks on the surface of the tube billet. It can be determined that the reason for the warping of the steel pipe this time is that there are original cracks in the continuous casting tube, and the original cracks split the metal matrix. In the process of steel pipe production, the metal at the crack is pierced, rolled, expanded, and layered and overlapped to form an outer skin. The ferrous oxide produced by the metal at the original crack in the heating process of the tube blank is wrapped in the warped skin interlayer. This analysis result is also consistent with the characteristics of the outer warped skin caused by the crack on the surface of the tube blank.
5) According to the analysis results of inclusions, the smelting conditions of EBT electric furnace and LF furnace are normal, and the cracks on the surface of the tube failure occur in the continuous casting process.
